Background
Between 2003 and 2005, CTC Global (formerly Composite Technology Corporation), introduced, commercialized, and patented the high-capacity, low-sag, energy-efficient ACCC® Conductor. This hybrid carbon and glass fiber thermoset composite core conductor raised the performance bar for bare overhead conductors and literally established the Advanced Conductor industry.
ACCC® Technology
The ACCC® Conductor consists of a carbon fiber core that is protected by an outer layer of boron-free (electrical grade) glass fibers which are embedded in a toughened, high-temperature thermoset resin matrix. The product is produced by a proprietary pultrusion method that was developed by the founders of CTC Global. It is currently produced by CTC Global at its ISO certified facilities in the U.S., Paraguay, Indonesia, India, and China.
Strength, Capacity & Sag Mitigation
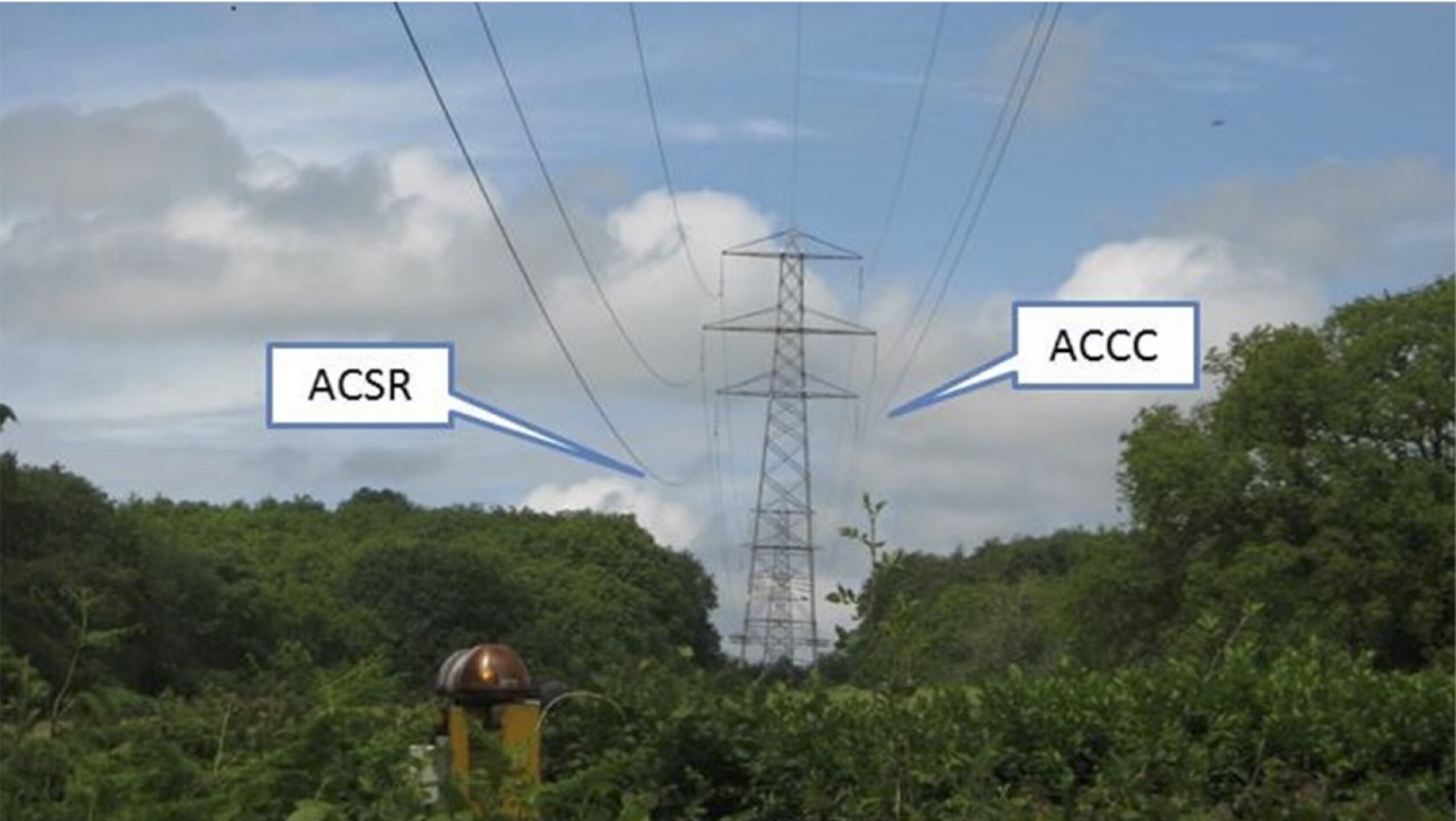
The ACCC® Conductor’s composite core offers high-strength and a very low coefficient of thermal expansion which enables very long spans between fewer and/or shorter structures (to reduce capital costs and environmental impact), while mitigating thermal sag. Its high-temperature capabilities and low sag also allow it to carry substantially more current than a conventional all aluminum or steel reinforced aluminum conductor (AAC / AAAC / ACSR / ACSS). While ACSS conductor can operate at temperatures as high as 250° C, its propensity to sag typically limits its capacity. In recent years it has also been discovered by researchers that the ‘slightly conductive’ steel cores in the ACSS design often reach temperatures substantially higher than the outer conductive aluminum strands which further exacerbates thermal sag.
Efficiency Advantages
The ACCC® Conductor’s composite core is also ~70% lighter than a steel core which enables (with compact trapezoidal strands) the use of ~30% more (conductive) aluminum without a weight or diameter penalty. The added aluminum content not only supports higher ampacity, it also reduces electrical resistance – which reduces transmission line losses by 25 to 40% or more. Reduced line losses reduce fuel consumption and associated GHG / CO2 emissions while also freeing up generation capacity otherwise wasted. The ACCC® Conductor’s improved efficiency can also reduce water consumption at thermal power plants that convert water to steam to run steam turbine generators.
Benefits and Deployment
The numerous benefits of the ACCC® Conductor have been capitalized on by more than 300 utilities at over 1,325 projects in 67 countries (as of 7/2024). These include several projects funded by International Development Banks that recognize the ACCC® Conductor’s ability to support their sustainability initiatives and goals. In the United States, the ACCC® Conductor has been primarily used to mitigate capacity constraints and correct sag infractions. Its efficiency attributes have been recognized – but not considered technology drivers thus far. However, policy changes in the U.S. are beginning to shift this mindset. CTC Global believes ‘Advanced Reconductoring’ will help the nation manage recent demand surges to support various sustainability goals, the substantial growth in data centers to support AI, and the integration of more renewable generation assets.
Adoption and Competition
While testing was – and continues to be – a cornerstone of technology adoption, the ACCC® Conductor’s novelty not only elevated it to the ‘top line’ for academic studies, which provided a technical pathway for dozens of Bachelor, Masters, and Ph.D. students to follow, it also caught the attention of a wide array of competitors.
ACCC® Copycats
Aside from a handful of Chinese companies that have attempted to use CTC Global’s trademarked ACCC® name (with very little success), a group of former CTC consultants did secure a patent for HVCRC conductor which, like ACCC® Core, consists of a carbon fiber core surrounded by an outer layer of glass fibers. This product included a small glass fiber rod placed in the center that was clamed to improve the concentricity of the outer glass / carbon interface. After several years of debate, Courts in the U.S. determined that HVCRC infringed on certain ACCC® Patents which have since run their course. At this time, HVCRC core is produced by Epsilon, a pultrusion company in France.
Multi-Strand Composite Cores
ACFR, produced by Tokyo Rope, is the most well-known version of a multi-strand carbon fiber core design. It was patented in 1998, installed on two short trial lines in 2002 and 2003, and again in 2012 and 2013. Since that time, a number of additional demonstration scale projects have been completed. In the U.S., Southwire Company offers a product known as C7 which uses core produced by Tokyo Rope. The 3M Corporation also introduced ACCR conductor during the same timeframe. This product uses alumina (ceramic) fibers in an aluminum matrix designed to improve its strength over pure aluminum. It offers a lower coefficient of thermal expansion and performance similar to ACSS steel reinforced conductor – but with improved conductivity.
Aluminum Encapsulated Designs
In 2009, Nexans introduced LoSag™ Conductor which uses an all-carbon fiber core encapsulated in an aluminum sleeve. Because aluminum and carbon fiber cannot be in direct and substantial physical contact in the presence of an electrolyte – which can cause accelerated galvanic corrosion – Nexans placed a thermoplastic layer between the carbon and aluminum sleeve. A few years later LS Cable from Korea (who previously had produced HVCRC) copied the LoSag design. More recently, a startup company, TS Conductor in the U.S. has begun producing a similar design with a thicker aluminum sleeve but without any galvanic barrier.
Things to Consider about Aluminum Encapsulation
• Aluminum and carbon fiber cannot be in substantial physical contact in the presence of an electrolyte (such as water, condensation, or other chemicals). When this happens, accelerated corrosion will occur. Please see ASTM Standard B987-20 which is the only recognized standard for carbon fiber composite cores for overhead conductor use
• While the aluminum sleeve over a carbon core may be snug or slightly loose initially, when the conductor is tensioned, the aluminum will become tight around the core. This will negatively impact the coefficient of thermal expansion (CTE) of the core ‘assembly.’ As the conductor (and core) heat up, the aluminum will expand at about 20 times the rate of the carbon core, which will stretch the carbon core and result in greater than claimed conductor sag. Coefficient of Thermal Expansion (CTE) testing should consider the assembly and not just the carbon alone.
• After multiple thermal cycles and/or heavy wind or ice loading events, the aluminum sleeve will loosen which could birdcage under subsequent cycles. Bird-caging may not be a significant issue at lower voltages, but it could cause the encapsulation sleeve to fracture, enabling moisture to penetrate, leading to accelerated corrosion. A lightning strike or short circuit event could have the same impact.
• While the aluminum sleeve, in theory, is designed to keep moisture out, CTC Global testing indicates that it also keeps volatiles in. Chemicals in a high-temperature epoxy matrix are very complex. Processing aids (aka mold release, etc.) are added to the blend to enable pultrusion. Some of these chemicals can ‘off-gas’ at higher temperatures over time. This can substantially and negatively impact the resin system that is designed to help the carbon fibers work as a unified system.
• Compression devices work well on all-aluminum and steel core conductors because the steel and aluminum will plastically deform and yield when squeezed together. CTC Global tested compression devices and came to the conclusion they are not well suited to composite core technology (either single-strand or multi-strand) because as the Y axis is compressed, pressure is exerted on the X axis which may exceed strain limitations which can sever the core. Also, while compression hardware may put enough pressure on the core to grip it initially, over time and after many thermal cycles, sufficient grip could be compromised.
Overall, ‘conventional’ compression hardware is a poor method of gripping composite cores. CTC Global’s stainless-steel collet device was designed to grip the core directly, not through an aluminum layer. It offers superior, permanent grip at a reasonable price, is foolproof, and can be installed with a pair of crescent wrenches.
Endnotes:
CTC Global’s ACCC® Conductor has been tested extensively and deployed to more than 1,325 projects by over 300 utilities in 67 countries representing well over 185,000 kilometers of installation and operating experience since 2004. Optical fibers embedded in the ACCC® Core allow the ACCC InfoCore® System to detect any anomaly or damage before, during, or after installation. The ACCC® Conductor is produced in CTC Global’s ISO 9001-2015 production facilities and tested in CTC Global’s ISO/IEC 17025 certified lab. CTC Global’s doors are always open, and customers visit CTC Global’s facility weekly to witness factory acceptance testing and discuss upcoming projects.
The ACCC® Conductor is also available with a higher strength / higher modulus core / lower CTE core know as ‘ULS’ and can also be ordered with higher strength, thermally resistant aluminum-zirconium ‘AZR’ alloy, or a combination of both.
CTC Global is by far the most experienced manufacturer of Advanced Conductors in the world and has more than 75 highly trained ACCC® Master Installers who support CTC Global’s customer’s installation crews worldwide. Unlike competitors and copycats, CTC Global does not exaggerate its performance claims and is a sound and trusted supplier.
For more information email [email protected]